為達到節能減排的目標,世界各國汽車制造廠商已經把車身輕量化作為汽車發展的重要任務。不同的材料有不同的密度、強度和價格,需要不同的成形與連接工藝。
綜合考慮這些因素,對汽車減重最有競爭力的材料是鋁合金、鎂合金和超高強鋼。下表列出了這些板材性能、價格和工藝特性。用K (密度×價格÷強度)來評價材料在汽車減重方面的競爭力,K 值越低,競爭力越高。從下表可以看出,三種材料競爭力排序為高強鋼、鋁合金和鎂合金。
鋁合金的K值雖然略低于超高強鋼,但是隨著技術進步和市場擴大,鋁合金的強度會逐漸增加,價格會逐漸降低,競爭力會逐漸增加。鋁合金在減振、抗氧化、耐腐蝕、易回收方面的優越性能及其對冷沖壓工藝的適應性提升了鋁合金在汽車減重方面的競爭力。
據估算,用鋁板替代鋼板,白車身可減重40%~60%。2006年歐美日等國的轎車平均用鋁量已經達到127kg/輛,2009年歐洲一些典型車型變形鋁合金用量已達25~30kg。
目前冷沖壓仍然是鋁合金車身結構件和覆蓋件大批量成形的主要工藝。但是鋁合金板的力學性能與傳統鋼板有很大差別,這給鋁合金汽車車身板件冷沖壓成形造成了高回彈、低塑性的技術困難。在超塑狀態下鋁合金高成形性能可避免零件開裂,高溫和低流動應力可消除回彈變形,所以用超塑性成形技術可以避開上述困難,成形出復雜形狀的鋁合金汽車車身覆蓋件和結構件。
另外超塑性氣脹成形只用凹模不用沖頭,模具成本低;可以用兩個凹模、兩塊板料同時脹形兩個零件。
在航空工業領域,超塑成形技術已經廣泛用于難變形材料復雜形狀零件的成形,并有30多年的發展歷史。但是鋁合金板料超塑成形技術進入汽車制造領域,成為一種備選的制造工藝只是近十幾年的事情,因此它還屬于一種需要不斷改進和大力推廣的新技術。
傳統超塑成形技術的慢速、低效率缺點和高材料成本將抵消掉一些低模具設備成本的優勢。例如,根據一個鋁合金發動機罩的技術成本模型估算,當年產量小于5000件時,普通超塑成形方案的成本-效益曲線才會高于冷沖壓方案。這是因為批量越大,工具設備成本分攤降低,材料成本和單件成形的時間成本累計上升。為了在汽車行業推廣鋁合金板料超塑成形技術,需要進行如下的工藝改進,使之最大限度適合汽車工業的需求。
(1)改進超塑成形的高溫與慢速特征,適應汽車生產大批量和高生產率要求。
(2)降低超塑性鋁合金板材的價格,使用低價的普通工業牌號鋁合金,例如A A5182,適合汽車生產低成本要求。
(3)金屬板料超塑成形與沖壓成形的工藝原理不同,設計原則不同,運行條件不同,不能將它作為一道工序塞入沖壓生產線,而應建立單獨的超塑成形車間和自動化生產線。
鋁合金超塑性材料選擇
對應冷沖壓工藝,用于汽車車身板材的鋁合金主要有A l-C u-M g(2000系)、A l-M g(5000系)和A l-M g-S i(6000系)三種。6000系塑性好、強度高、烘烤硬化,成為許多汽車生產商的首選車身材料,如歐洲用6016鋁合金較多,美國用6111鋁合金較多。5000系主要用于車身內板等形狀復雜的零件。
在高應變速率下鋁合金延伸率隨應變速率增加而增加,使得鋁合金的保險杠骨架、加強梁或側防撞梁在發生碰撞時有良好的吸能特性。5000系列鋁合金的微觀組織比較接近超塑成形工藝的要求。為了獲得更好的超塑性能,一些鋁合金公司通過修改軋制工序和化學成分微調研制出超塑成形專用的5083鋁合金板材。
超塑性專用的5083板材具有等軸細晶組織,其平均晶粒尺寸在10μ m量級。超塑性溫度范圍是450~550℃;延伸率范圍是10-4/s~10-2/s;最好的應變速率敏感指數m 值在0.4~0.5;最大延伸率范圍是300%~480%。圖1為不同溫度下超塑性鋁合金5083的延伸率、應變速率敏感指數m 值、峰值應力隨應變速率的變化。圖2為在I C S A M2003會議上展出的用超塑性專5083鋁合金成形的汽車內板件。
因為專用的制造工藝以及用量較少,使得這種超塑性專用5083鋁合金板材價格很貴,造成目前鋁合金超塑成形多用于高檔車、跑車和特殊車型上面。為了將鋁合金超塑成形技術用于普通低擋車上,目前只能適當降低對鋁合金板材超塑性能的要求,在5000系列中尋找既能滿足普通汽車零件超塑成形要求、價格又不太貴的普通工業牌號的鋁合金材料。中國研究者具有這方面的技術優勢,能夠在材料超塑性和零件成形需求方面找到平衡。
近年來的研究結果證明,普通工業牌號的鋁合金板材A A5182可以滿足這個要求。例如對歐洲生產的三種鋁合金板材A A5182與兩種6016鋁合金板材(A C121,660T4)進行了高溫拉伸試驗、晶粒大小與形態演化觀察和試樣斷口破壞機理分析。變形前5182、A C121和660T4均為等軸晶粒,晶粒度分別為16μ m、22μ m和38μ m。
試驗發現,三種鋁合金變形后的晶粒多數被拉長,晶粒拉長趨勢隨應變率增加、溫度降低而變大。在低應變速率1.67E-4/s下A A5182在各種溫度變形時晶粒都保持等軸。
三種合金按照拉長的橢圓度從小到大排列依次為:A A5182、A C121、660T4。這也是變形中晶界滑移的成分由多到少、超塑性由好到壞的排列順序。
上述排列順序與根據拉伸試驗的延伸率、m 值評價出的三種合金超塑性的好壞順序是一致的。另外只有A A5182在1.67E-4/s條件下,試樣斷口為空洞破壞,最大空洞率為60%。
所有這一切說明A A5182具有較好的超塑性能。圖3為A A5182鋁合金延伸率隨溫度和應變速率變化的關系曲線。可見,最大延伸率位置隨應變速率的提高向高溫處移動。當應變速率在0.001 67/s時,溫度375℃上的延伸率峰值達到210%,m 值為0.25;當應變速率在0.0167/s時,溫度500℃上的延伸率波峰值到225%,m 值等于0.35。
工業牌號鋁合金車身板件超塑成形技術
如上所述,工業牌號鋁合金板材的晶粒不太細小,超塑性能不太優秀,用于復雜形狀汽車車身覆蓋件或結構件超塑成形時,材料的成形能力沒有多少富余。當工藝設計不妥時可能會出現零件破裂。因此需要用模具和工藝的優化設計來彌補材料的塑性能力不足。
具體的操作步驟是:首先根據待形零件形狀設計模具型腔,包括待成形的零件形狀和必需的工藝補充面。對于同一個零件,設計不同的工藝補充面就有不同的模具型腔。對于相同的坯料、相同的壓邊,使用不同的模具型腔,不同的氣脹壓力—時間曲線,成形后的零件會有不同的應變分布和厚度分布。
在加工模具之前,應用超塑成形工藝數值模擬方法優化模具設計和氣脹壓力-時間曲線,以獲取最佳的零件厚度分布:最小厚度的數值應大于板材自由脹形試驗破壞時的最小壁厚,最小壁厚位置應盡量躲開零件曲面,出現在工藝補充面上。
這種用普通工業牌號鋁合金板材成形汽車車身板件的技術發明專利已被授權,并用于意大利某牌號汽車前翼子板的成形。坯料為歐洲生產的A A5182鋁合金板材,板材初始晶粒度為55μ m,最大延伸率大于200%。成形溫度為450~500℃,最大成形壓力為0.4M P a左右。
圖4為超塑成形的零件照片以及用數值模擬得到的零件厚度分布圖。模擬結果顯示這個工藝補充面設計是合理的,成形后零件的最薄壁厚為0.6m m,遠大于板材自由脹形試驗破壞時的最薄壁厚0.25m m,最薄的位置在工藝補充面上。
提高超塑成形的速度
大多數超塑性合金的最佳應變速率范圍在1E-4/s~1E-3/s。這種低應變速率特征造成單件鋁合金零件超塑成形的時間很長,如用普通超塑成形方法成形上述翼子板需要30~50m i n。這種生產效率對于汽車零件的生產是不可接受的,成為制約鋁合金板料超塑成形技術在汽車車身制造中廣泛應用的主要障礙。
為了提高超塑成形的速度,近20年來材料科學家和金屬成形工程師分別從改進材料和改進成形工藝兩個方面進行了大量的研究,取得了如下的研究成果。
1.高速超塑性材料
從20世紀90年代起,國際超塑性材料研究專家就開始了高速超塑性的研究,其基本思路是通過大塑性變形的前處理工序,最大限度地細化晶粒以提高材料的最佳超塑性應變速率或降低最佳超塑性溫度。據估算,當應變速率大于1E-2/s時,單件超塑成形的速度就可以滿足汽車零件生產節拍的要求。
研究的重點是尋求實施大塑性變形的方法、確定合適的工藝參數以及觀察晶粒細化的效果。軋制和等通道角型擠壓是實現材料大塑性變形的主要方法。經過這樣處理后的A l-M g基鋁合金,晶粒可細化到10μ m左右,應變速率低于1E-2/s時最大延伸率可達到400%,一般情況不超過200%。300℃時最大延伸率達到1100%,200℃以下延伸率不超過200%。
有文獻報道,對A l-3M g-0.2S c合金通過8道次室溫等通道角型擠壓細化晶粒實現了高速超塑性:300℃,2.5E-3/s和1E-2/s,延伸率1200%;350℃,2.5E-3/s和1E-2/s,延伸率為1700%;400℃,2.5E-2/s,延伸率為2200%;450℃,2.5E-3/s,延伸率為2500%。
需要說明的是,目前大多數A l-M g基鋁合金高速超塑性和低溫超塑性結果仍然停留在實驗室階段,距實際板材的生產還有一定距離。為了提高超塑成形的速度,只能基于現有的鋁合金板材,改進傳統的超塑成形工藝。
2.改進超塑成形工藝
普通的板料超塑成形是通過氣體壓力將高溫平板坯料吹入凹模。氣脹壓力—時間曲線控制著板料變形的應變速率和成形的速度。超塑性變形的低應變速率特征決定了慢速是普通超塑脹形的固有缺點。
改進超塑成形工藝是提高鋁合金板料超塑成形生產率的重要方法。超塑成形作為一個成形循環過程,包括坯料制備、加熱、潤滑、裝料、成形和卸料多個環節。
一個成形循環的時間等于各環節所用時間的總和,生產效率=一個成形循環所成形的零件數目÷一個成形循環所需要的時間。提高生產效率的第一個方法是同時進行多件成形,即實行一模多件或者多模多件。瑞士的Form Tec AG公司設計了專用壓力機,它有上下兩層工作平臺,每個平臺都有3m×2.2m的上下加熱板,上側固定,下側可平動,每層可放置三套模具,同時成形六個零件。
該技術已經用于成形M a y b a c h車的內門板、前門鉸接板等零件。提高生產效率的第二個方法是直接縮短零件超塑成形環節的時間。這種方法的主要思路是通過沖壓與超塑脹形復合,既能縮短零件超塑脹形的路徑,又不減弱超塑脹形的技術優勢。
考慮到沖壓工藝不要求低應變速率,一個通常的做法是用沖壓方法成形出零件的主體形狀,稱之為預成形,然后用超塑脹形的方法成形出零件形狀的細節。預成形可以是單獨進行的冷沖壓,也可以是和超塑脹形在同一工步進行的熱沖壓。兩者在效率上各有優點。
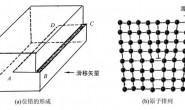
在兩種成形過程中,板料變形分布各不同,二者有交替的趨勢。以方盒件成形為例,對于沖壓工藝,板料中心部位與沖頭底部接觸不變形,板料周邊材料向凹模里流動,發生主應變為一拉一壓的大變形,所以側壁變形最大;對于超塑性脹形工藝,沒有貼膜的部分發生主應變為雙向拉伸的自由脹形,脹形路徑最長的局部圓角部位變形最大。
所以這種復合成形工藝不僅有利于縮短成形時間,還有利于均勻的變形分布和降低對材料成形性的要求。已有多篇文獻報道了這方面的研究。筆者申報了一個“熱沖壓與超塑氣脹復合成形工藝”的發明專利,這是一種廣義超塑成形。它允許使用工業牌號鋁合金板材作為坯料,最多由熱沖壓—超塑脹形—沖壓整形三道工序組成。第三道工序用于成形過小的圓角,以降低第二道工序時氣脹壓力,如果零件圓角不太小,可以取消第三道工序,圖5為其示意圖。與單純超塑脹形工藝相比,使用復合工藝不僅可以快速加壓、縮短成形時間,還可以使零件壁厚更均勻。
美國G M發展了行李箱外板單獨預成形,然后氣脹成形形狀細節的專利,也稱之為快速塑性成形(Q P F),其材料為超塑專用5083鋁合金,氣脹成形溫度410~500℃,脹形壓力為3M P a,最大應變速率為10E-3/s,據說零件成形時間從60m i n減少到12m i n。圖6為QPF專用的成形設備。
3.工藝方面的其他改進
超塑成形后的零件貼附在凹模型腔上,零件出模時需要一定外力以克服零件與模具之間的粘連力和零件自身的重力。因為高溫狀態下零件變形抗力很低,所以預防零件出模時變形非常重要。
為了滿足汽車零件高生產率的要求,需要實現零件出模快速自動化,并能保持零件出模時不變形。為此可以考慮零件適時降溫和用分布力驅動零件的措施。
目前已經有汽車制造商申報了這方面的專利技術。在可能的條件下設計雙板坯超塑性氣脹成形工藝方法,使用上下兩個模具實現一次兩件成形,其原理如圖7所示。美國GM申報了這方面的專利。
因為鋁合金在超塑性狀態比常溫狀態有更高的成形性能,因此在車身板件設計時,可以將原來需要彼此連接的多個零件設計成一個零件進行超塑性成形。這不僅提高了零件成形效率,也減少了焊接工作量。此外,如果能用超塑成形方法成形出翻邊的形狀,也可因減少翻邊工序提高成形效率。
國內研究概況與市場前景
近年來國內一些汽車制造企業開始參與鋁合金汽車車身板件的成形研究。但因各種原因,至今企業只關注鋁合金板料的冷沖壓成形。如2005年奇瑞公司用冷沖壓方法和歐洲6016板材成形出了發動機蓋;二汽曾經為仿制美國軍用越野車進行過鋁合金覆蓋件的冷沖壓工藝研究。
近年來,國內標致307與206、北京大切諾基、長安C V L L和一些軍車使用了鋁合金車身板件。在鋁合金汽車車身板件冷沖壓板材研制方面,西南鋁公司與一些大學、研究所合作已經完成了兩期863項目,在研制6000系列板材方面做了大量的工作。
20世紀90年代末,北京機電研究所曾與意大利菲亞特公司共同申請歐盟第五框架的研究項目,進行了普通工業牌號鋁合金汽車覆蓋件超塑成形工藝的研究,該課題使用超塑性能不太好的工業牌號鋁合金A A5182,用超塑性脹形方法成形出意大利某型號汽車的前翼子板。
最大脹形壓力為0.4MPa, 成形溫度為450~500℃,成形時間30m i n。2002~2005年在863項目的支持下,又對該項目進入了更深入研究。
為了提高超塑成形的效率,2011年開始在國家重大專項的資助下又開始了鋁合金汽車覆蓋件快速超塑成形工藝與裝備的研究工作。該研究項目依然使用工業牌號5000系列的鋁合金板材,主要研究如圖5所示的熱沖壓與超塑成形的復合方法。
當前中國乘用車產銷量已經穩居世界第一,國內外各汽車廠商的競爭已經由以往的純粹中低檔車的價格競爭轉變為高檔車的性能質量競爭和中低檔車的價格競爭。
實際上,無論是合資汽車廠家還是國內獨資廠家,高檔汽車、跑車和特種車的生產已經進入批量化階段,例如一汽大眾奧迪、華晨寶馬、上海通用凱迪拉克、北京奔馳跑車、奇瑞風云Ⅱ號C O U P E、吉利風隱等。顯然這種市場競爭形勢加速了國產汽車對鋁合金汽車車身板件超塑成形的技術需求。
結語:
近20多年來,國內外對鋁合金汽車車身板件超塑成形技術進行了大量的研究工作,在提高鋁合金板料超塑成形速度、降低鋁合金材料成本方面取得了很多實質性進展。在晶粒細化、提高超塑性應變速率方面,已經研制出延伸率超過400%的超塑性專用5083鋁合金;為降低材料成本研制出工業牌號鋁合金車身板件超塑成形技術;為提高成形效率研制出多種快速超塑成形的方法:
選用高速超塑性鋁合金、熱沖壓與超塑脹型復合成形工藝、Q P F及一次多模多件成形技術等。近年來中國國內汽車產銷量已經穩居世界第一,并開始了高端汽車性能質量的競爭。這種發展形勢加速了中國汽車制造業對鋁合金車身板件的超塑成形的技術需求。
來源:期刊-汽車零部件先進加工技術。作者:金泉林(機械科學研究總院)